高壓XLPE絕緣電纜以其優(yōu)越的電氣性能被廣泛應(yīng)用于城市電網(wǎng)輸電線路,在各類電力建設(shè)項目中用量也在不斷增加,其質(zhì)量可靠性一直是電纜用戶關(guān)心的問題。對于電纜生產(chǎn)企業(yè),交聯(lián)是電纜制造的關(guān)鍵工序,且其生產(chǎn)成本較大,所以需做好相關(guān)的工藝預(yù)防措施。高壓XLPE絕緣電纜的交聯(lián)工藝,根據(jù)生產(chǎn)線構(gòu)造可分為立式交聯(lián)工藝(VCV)和懸鏈式交聯(lián)工藝(CCV ),但是無論哪種工藝方式,硫化和冷卻工藝均在封閉式環(huán)境中進行。本文將對交聯(lián)工藝管控核心部分進行介紹。
1 擠出模具檢查
交聯(lián)生產(chǎn)線三層共擠機頭結(jié)構(gòu)均采用擠壓式模具,熔融的膠料靠壓力通過各分流體流道、模具表面、模套實現(xiàn)線芯的成型。對于交聯(lián)電纜塑料絕緣的三層共擠結(jié)構(gòu),要求絕緣和屏蔽的各層界面圓滑,以保證良好絕緣電氣性能,因此對擠出成型模具有較高要求。
1.1模具端口的檢查
模具端口光滑圓整,可避免缺口或傷痕。若模口破損或不光滑,擠出線芯的界面則會出現(xiàn)相應(yīng)的凸起,如分流絕緣與外屏的公用模模口磨損造成絕緣與外屏界面不良,外屏嵌人絕緣,如圖1所示。
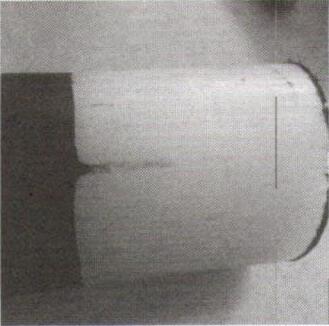
圖1絕緣線芯外屏嵌入絕緣
1.2模具表面的檢查
模具定徑區(qū)和表面較高的光潔度,可保證料流流道通暢。模套口不光滑,會直接影響線芯表面外觀質(zhì)量,輕則出現(xiàn)縱向線,嚴重時會出現(xiàn)結(jié)料帶出。
1.3模具裝配的檢查
模具裝配間隙小,可避免屏蔽料或絕緣料出現(xiàn)存膠情況。模具裝配過程中應(yīng)著重注意模具與分流體或模具座間的連接配合,配合間隙應(yīng)不大于0. 05mm。固定在絕緣分流體上的中模與對應(yīng)模具底座配合間隙大產(chǎn)生存膠,在生產(chǎn)過程中會出現(xiàn)界面不良,如圖2所示。
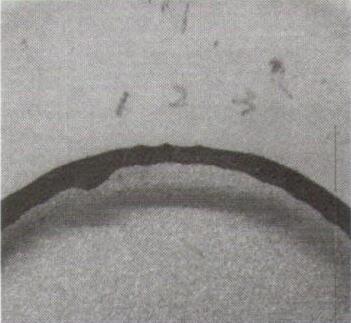
圖2絕緣線芯內(nèi)屏嵌入絕緣
模具是電纜生產(chǎn)擠出的關(guān)鍵成型件,因此應(yīng)對其足夠重視。驗收模具時,嚴格檢查模具關(guān)鍵部位的尺寸公差是否匹配設(shè)計要求,跟蹤驗收新制模具的裝配實際情況;領(lǐng)用模具前做好檢查和使用記錄,確認模具工藝尺寸和質(zhì)量完好;安裝、清理模具過程中注意保養(yǎng)維護,避免損傷模具。
2 原材料使用
高壓XLPE絕緣電纜電氣絕緣性能的保障取決于電纜用絕緣材料的潔凈管控,因此在存儲、更換和使用絕緣材料時應(yīng)做好嚴格的管理和防護工作。
2.1環(huán)境要求
生產(chǎn)前不僅要清潔、檢查凈化室,還要清潔運料小車、手套箱、刀具、蓋板等相關(guān)工具,同時需提前開啟空氣凈化設(shè)備,對溫度和濕度進行有效管控和記錄,溫度控制在15~35℃,濕度控制在50%以下。
2.2換料控制
在生產(chǎn)過程中正常換料時,需及時封閉落料口,以避免外界雜質(zhì)進入。若前后兩個生產(chǎn)批次使用不同型號的原材料,則在中間停車時使用氣管將料斗和料管中原有材料顆粒清除干凈,以避免原材料污染。
2.3排料檢查
每次開機排料時一定要注意排料擠出情況,待料擠出塑化良好(無氣孔、無雜質(zhì))后再進行下步生產(chǎn)操作,以排除絕緣材料污染、受潮等隱患。
3 機頭、擠出機清理
機頭和擠出設(shè)備的清理決定了電纜絕緣、屏蔽擠出的潔凈度。交聯(lián)生產(chǎn)即將結(jié)束時應(yīng)注意材料用量的控制,在擠出機熔融壓力下降后及時加入清洗料,可避免材料浪費,又為后續(xù)排清洗料做準備提供方便。
(1)確保清洗料充分從機頭排出,沖洗干凈附著在機頭和分流體表面的膠料。若在實際操作中出現(xiàn)清洗料較長時間未能從機頭排出等特殊情況,則應(yīng)果斷斷開擠出設(shè)備和機頭的連接,待清洗料從擠出機排出后再連接機頭排料以便后續(xù)的清理。
(2)清理機頭時,著重清理檢查分流體流道、法蘭連接處、材料人口處,避免這些清理死角有膠料和其它異物附著。絕緣層中異物在啟車后連續(xù)擠出但并不能全部排盡,對后續(xù)生產(chǎn)帶來極大質(zhì)量隱患。
(3)清理擠出機,抽取螺桿時應(yīng)特別注意對螺桿的防護,提前安置保護套,在后續(xù)吊裝作業(yè)中避免磕碰,抽取后應(yīng)使用紗布蘸取酒精清理螺筒內(nèi)壁、螺紋和根部存膠。
(4)對于出產(chǎn)結(jié)束停車后長時間未啟用的生產(chǎn)線,再次開車前應(yīng)重新清理螺桿、機頭。
(5)加強清理工作的管理,每次清理操作由專人進行檢查確認并作記錄,保障生產(chǎn)環(huán)節(jié)管理可控,生產(chǎn)質(zhì)量核查有追溯性。
4 濾網(wǎng)檢查
濾網(wǎng)用于過濾雜質(zhì)異物,所以對濾網(wǎng)的管理尤為重要。對使用的濾網(wǎng)應(yīng)按規(guī)格分類放置并加以標識;按工藝規(guī)定選取濾網(wǎng),生產(chǎn)前應(yīng)對濾網(wǎng)做好檢查和質(zhì)量確認,避免濾網(wǎng)規(guī)格領(lǐng)取錯誤;正常停車后,對每個生產(chǎn)批次留取濾網(wǎng)觀察有無濾網(wǎng)破損、雜質(zhì)等異常情況,若有異常則進行硅油試驗,并對啟車前的清理工作和原材料情況進行追溯驗證和原因分析。
應(yīng)根據(jù)電纜的電壓等級要求和擠出設(shè)備的實際情況,選用恰當?shù)臑V網(wǎng)目數(shù)和層數(shù),既保證絕緣線芯品質(zhì),又能延長交聯(lián)生產(chǎn)周期。放置過多或過密的濾網(wǎng),往往會造成啟車熔壓過高、生產(chǎn)過程中熔壓增長過快等情況,濾網(wǎng)處產(chǎn)生老膠積存,隨著生產(chǎn)時間的推移存在濾網(wǎng)破裂風(fēng)險。
5 溫控檢查
擠出機和機頭等生產(chǎn)設(shè)備的加溫穩(wěn)定性決定了交聯(lián)生產(chǎn)的連續(xù)穩(wěn)定性。在交聯(lián)生產(chǎn)中,線芯表面出現(xiàn)粒子或疙瘩等外觀質(zhì)量缺陷的頻次較高,而這類事故往往與溫度異常有直接聯(lián)系。鑒于此,生產(chǎn)前需重點檢查以下項目。
(1)關(guān)鍵物理元件的檢查,包含機頭連接管加熱圈有無松動,熱電偶有無壞損(彈簧松動、鎖扣壞損、插不到位)。
(2)溫度校準檢查,用接觸式測溫計對連接管進行溫度校驗,檢驗熱電偶是否正常工作。
(3)擠出機各溫區(qū)和模溫機加溫穩(wěn)定性檢查,觀察溫度記錄曲線中溫度波動是否在設(shè)定工藝溫度的公差內(nèi)。
6 管道清理
交聯(lián)生產(chǎn)過程中會有交聯(lián)副產(chǎn)物不斷生成析出。在封閉的氮氣循環(huán)環(huán)形回路中,副產(chǎn)物分子以液態(tài)或其它凝聚態(tài)形式冷凝附著在管道壁上,主要積存的位置有副產(chǎn)品分離器的循環(huán)管道壁、硫化管加熱段管道壁,若不及時清理,副產(chǎn)物油污會附于線芯表面,甚至?xí)C傷或路傷線芯。
6.1分離系統(tǒng)的清理
因生產(chǎn)線運行時間長,故設(shè)備正常排污功能并不能實現(xiàn)所有副產(chǎn)物成功排出,在副產(chǎn)品分離器和與其連接的循環(huán)管道會積存大量副產(chǎn)物(特別是在管道拐向處)。副產(chǎn)物的積累會影響氮氣循環(huán)和副產(chǎn)物分離效率,副產(chǎn)物不能及時排出,會附著到線芯表面,造成表面污漬。針對這類情況,應(yīng)根據(jù)副產(chǎn)物出現(xiàn)頻次和生產(chǎn)實際,定期及時清理副產(chǎn)品分離系統(tǒng),以保證副產(chǎn)品分離器分離副產(chǎn)物的效率。
6.2加熱管道的清理
在生產(chǎn)過程中,副產(chǎn)物蒸氣會伴隨氮氣流通附著在管道加熱段,特別是上密封下方的連接管內(nèi)壁。副產(chǎn)物附著在管壁上在生產(chǎn)期間不斷累積、冷卻固化,一段時間后凝固物便會脫落,造成線芯路傷風(fēng)險。因此,建議根據(jù)清理操作的方便性與可行性,在每個生產(chǎn)批次間隙清理加熱管道內(nèi)壁。
7 結(jié)束語
現(xiàn)階段行業(yè)競爭加劇,電纜企業(yè)必須依靠自身產(chǎn)品的品質(zhì)可靠和技術(shù)工藝的優(yōu)化創(chuàng)新以適應(yīng)市場競爭要求,這也對生產(chǎn)管理和工藝技術(shù)人員提出更高要求。生產(chǎn)管理人員應(yīng)結(jié)合生產(chǎn)實際量化檢查項目,讓操作人員行有所依,并實現(xiàn)對操作執(zhí)行情況的有效監(jiān)管;技術(shù)人員針對各類質(zhì)量問題提出工藝預(yù)防措施,并轉(zhuǎn)化到規(guī)范操作中,做到有效預(yù)防。只有不斷將持續(xù)改善的理念實際應(yīng)用到生產(chǎn)管控中,才能保障電纜品質(zhì),為企業(yè)發(fā)展帶來源源不斷的動力。